|
|
| Markenbezeichnung: | kingrail |
| Modellnummer: | 500mm |
| MOQ: | Verkäuflich |
| Preis: | Verhandelbar |
| Lieferzeit: | 1-30 Werktage |
| Zahlungsbedingungen: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
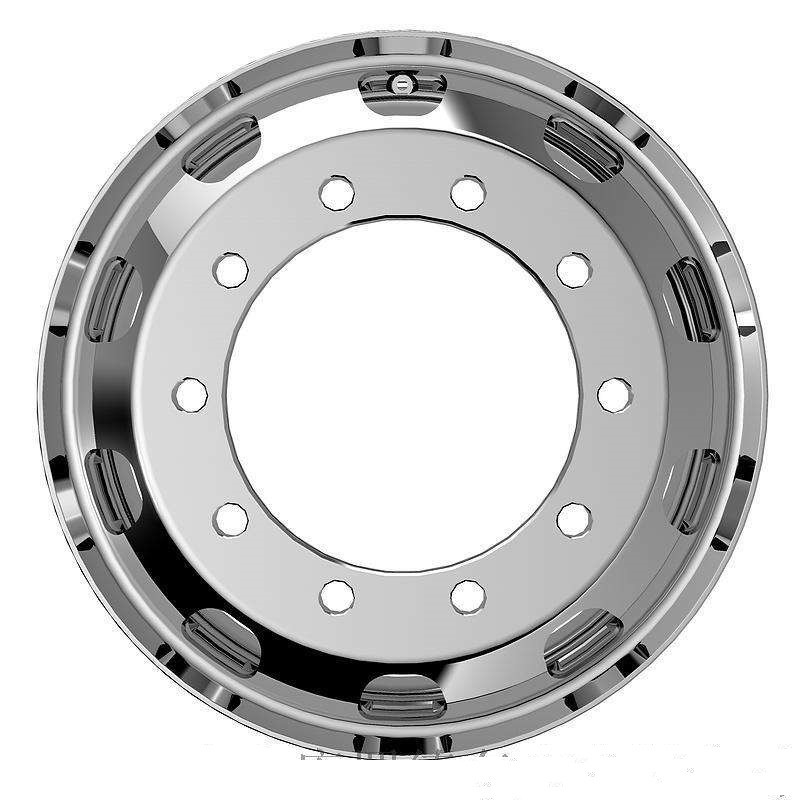
Einleitung des Schmiedens von hellen Auto T6 Aluminiumleichtmetallrädern produziert mit Form
Geschmiedete Allegierung T6 dreht sich für helle kundengebundene Produktion der Last Eisenbahnwagen ist ein leichtes geschmiedetes Aluminiumleichtmetallrad, das aus einer äußeren Radlippe verfasst wird, ein innerer Radfelgebuckel, eine Kante, ein äußerer Radfelgebuckel, eine innere Radlippe, sprach ein Rad, ein Flansch und eine Gewichtsverminderungsnut und wird in dem gekennzeichnet: die äußere Radlippe, die Aluminiumleichtmetallradschmiedenmethode schließt die folgenden Schritte ein: S10, den freien Raum erhitzend und erhitzen den freien Raum zu einer voreingestellten schmiedenden Temperatur; S20, den erhitzten freien Raum an der ersten schmiedenden Station des unteren Schrumpfverbands setzend, der obere Würfel und der untere Würfel der ersten schmiedenden Station sind abwärts und der obere Würfel, der Ärgerschneidring und das niedrigere ausgerichtet und bewegt zu sterben, mit einander zusammenzuarbeiten, um den ersten schmiedenden Prozess des freien Raumes zu verwirklichen, und die erste schmiedende geformte Nabe zu erhalten; S30, der untere Schrumpfverband verschiebt die zweite schmiedende Station auf den untereren Teil des oberen Würfels, sterben die oberen und der Ärgerschneidring, unten zu gehen und mit dem unteren Würfel zusammenzuarbeiten, und der zweite schmiedende Prozess wird an der ersten geschmiedeten Nabe durchgeführt, um die zweite geschmiedete Nabe zu erhalten.
Der Unterschied zwischen geschmiedeten Aluminiumleichtmetallrädern und anderen Rädern und der Unterstützungssituation von geschmiedeten Aluminiumlegierungen im Markt.
Der radnabe KINGRAILS hat einzigartige Aluminiumbearbeitungswerkzeugausstattung die Methode der Positionierung und des Zentrierens der inneren Kegeloberfläche der Aluminiumradnabe im ersten Prozess des Aluminiumbearbeitungsprozesses der radnabe geändert, und die Prozessmethode des äußeren der zentrierenden und in Position bringenden Kreises und Stirnfläche annimmt. Die Werkzeugausstattung des Positionierungsblockes oder des örtlich festgelegten Greiferblockes macht den Bearbeitungsprozeß von der Aluminiumradnabe angemessener, sind die Positionierung und das Zentrieren genauer, ist die Werkzeugausstattung bequem herzustellen, wird die Positionierungsgenauigkeit verbessert, wird die qualifizierte Rate des Produktes erheblich verbessert, und größerer wirtschaftlicher Nutzen wird produziert.
Strenghth des Schmiedens von hellen Auto T6 Aluminiumleichtmetallrädern produziert mit Form
Die Erfindung macht einen Aluminiumstangenschmiedenprozeß bekannt, der die folgenden Schritte umfasst. Nachdem die Aluminiumflüssigkeit abgekühlt ist, wird die Aluminiumflüssigkeit ein Aluminiumblock, damit der abgekühlte Aluminiumblock von der Form herausgenommen wird, und dann wird der Aluminiumblock geschmiedet. Das Schmieden ist durch Heizung und Schlagen, und der Aluminiumblock wird durch das Gewehr, die automatische Hämmermaschine wird verwendet für das Schlagen, wiederholte viele Male, den Rand des gehämmerten Aluminiumblockes zu entfernen und die Form zu reparieren erhitzt.
| Beschreibung | Helle Auto T6 Aluminiumleichtmetallräder schmieden produziert mit Form |
| Art | Bahnzug-Teile |
| Anwendung | Ventil industriell |
| Verarbeitung | Investition Casting+Machining+Grind |
| Material | Legierung/Aluminium-/Edelstahl |
| Gewicht | 20Kg |
| Tolernace | Gesteuert durch ISO 8062 CT4-6 |
| Entwurfs-Unterstützung | Pro--e, ug, SolidWorks, AutoCad, pdf |
| Qualitätskontrolle | Material, Maß, Leistung, innere Defekte, Saldenprüfung |
| Standard | ASTM, LÄRM, JIS, ISO, GB-Standards |
![]()